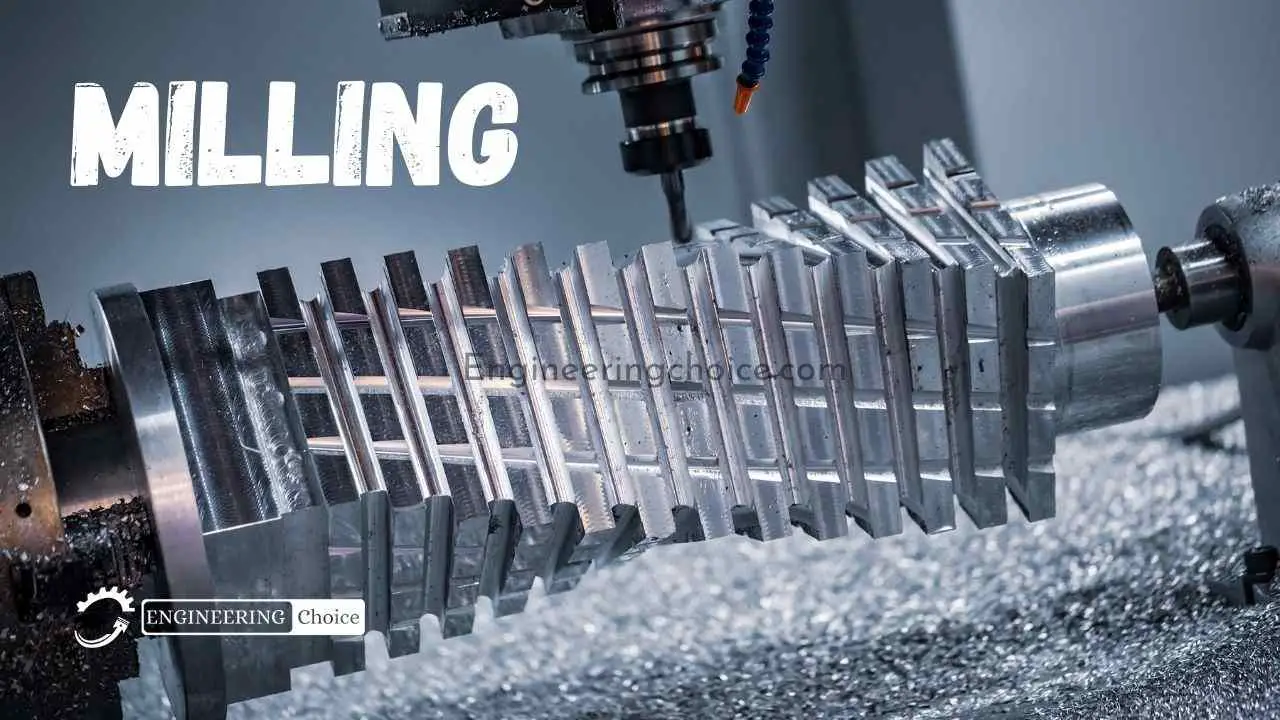
What is Milling?
Milling is the process of machining using rotating cutters to remove material by advancing a cutter into a workpiece. Milling covers a wide variety of different operations and machines, from small individual parts to large, heavy-duty group milling operations. It is one of the most widely used processes of machining custom parts with precise tolerances.
Milling can be done in different directions on one or more axes, cutting head speed and pressure. This can be done with a variety of machine tools. The milling process requires a milling machine, workpiece, jig, and milling cutter. The workpiece is a piece of pre-shaped material that is attached to the fixture, which in turn is mounted on a platform within the milling machine.
A milling cutter is a cutting tool with sharp teeth that are also mounted in the milling machine and rotates at high speeds. By feeding the workpiece into the rotating milling cutter, the material is cut from this workpiece in the form of small chips in order to produce the desired shape.
Milling is typically used to make parts that are not axially symmetrical and have many features such as holes, slots, pockets, and even three-dimensional surface contours. Parts made entirely by milling often contain components that are used in limited quantities, possibly for prototyping, such as custom fasteners or brackets.
Another application of milling is the production of tools for other processes. For example, three-dimensional shapes are typically milled. Milling is also often used as a secondary process to add or refine features on parts made with another process. Because of the high tolerances and surface finishes that milling can provide, it is ideal for adding precision features to a part whose basic shape has already been formed.
Milling Process
Milling is a cutting process that uses a milling cutter to remove material from the surface of a workpiece. The milling cutter is a rotating cutting tool, often with several cutting edges. In contrast to drilling, in which the tool is advanced along its axis of rotation, during milling the milling cutter is normally moved perpendicular to its axis so that the cutting takes place on the circumference of the milling cutter.
When the milling cutter moves into the workpiece, the cutting edges of the tool are cut into and out of the material again and again, which means that chips are scraped off the workpiece with each pass.
The cutting action is a shear strain; the material is repelled from the workpiece in tiny clumps, which are more or less connected to chips. This makes cutting metal a little different from cutting softer materials with a blade.
The milling process removes material by making many separate, small cuts. This is accomplished by using a multi-tooth cutter, rotating the cutter at high speed, or slowly advancing the material through the cutter; most of the time it is a combination of these three approaches.
The speeds and feeds used are varied to accommodate a combination of variables. The speed at which the workpiece advances through the cutting device is referred to as the feed rate, or simply feed; it is mostly measured as distance per time, although distance per revolution or per cutter tooth is sometimes also used.
There are two major classes of milling process:
With face milling, the cutting action mainly takes place at the end corners of the milling cutter. Face milling is used to cut flat surfaces into the workpiece or to cut flat-bottomed cavities.
With peripheral milling, the cutting action takes place mainly along the peripheral of the milling cutter, so that the cross-section of the milled surface ultimately takes on the shape of the milling cutter. In this case, the blades of the milling cutter can be viewed as the exhaustion of material from the workpiece. Peripheral milling is well suited for cutting deep grooves, threads, and gear teeth.
What Is Milling Cutter?
Milling cutters are cutting tools that are typically used in milling machines or machining centers to perform milling operations. They remove material by moving it within the machine or directly from the cutting die.
All milling machines have a milling cutter. During a typical milling process, the milling cutter moves perpendicular to its axis, allowing it to remove material from the workpiece at the circumference of the milling cutter.
The purpose of a milling cutter is to remove material from a workpiece. Cutters do not consist of a single blade. While turning operations with a lathe are usually carried out with a single-edged cutting tool, milling cutters consist of several cutting edges. As the milling cutter rotates against a stationary workpiece, it scrapes off material.
Milling cutters are often made of hard, strong materials that can withstand significant stresses without breaking or otherwise being damaged.
Milling Operations
A variety of operations can be performed on the workpiece during the process cycle to obtain the desired shape of the part. The following operations are each defined by the type of milling cutter used and the path this cutter takes to remove material from the workpiece.
- End milling. An end mill performs either peripheral or groove cuts, determined by the infeed distance, over the workpiece in order to machine a specific feature such as a profile, a groove, a pocket or even a complex surface contour. The depth of the feature can be machined in a single pass or can be achieved by machining with a smaller axial depth of cut and making multiple passes.
- Chamfer milling. A chamfer cutter makes a peripheral cut along an edge of the workpiece or feature to create an angled surface called a chamfer. This chamfer, typically at a 45-degree angle, can be machined on either the outside or inside of a part and can follow either a straight or curved path.
- Face milling. An end mill machines a flat surface of the workpiece to provide a smooth surface. The normally very small depth of the end face can be machined in a single pass or can be achieved by machining with a smaller axial depth of cut and making several passes.
- Drilling. A drill penetrates the workpiece axially and cuts a hole with a diameter equal to that of the tool. A drilling operation can create a blind hole that extends to a certain depth inside the workpiece, or a through hole that extends completely through the workpiece.
- Boring. A boring tool axially penetrates the workpiece and cuts along an interior surface to form various features. The boring tool is a single-point cutting tool that can be adjusted to the desired diameter with an adjustable drill head. Boring is usually done after drilling a hole in order to enlarge the diameter or obtain more precise dimensions.
- Counterboring. A counterbore tool enters the workpiece axially and enlarges the upper part of an existing bore to the diameter of the tool. Counterboring is often done after drilling to make room for the head of a fastener such as a bolt. A screw to sit beneath the surface of a part. The counterboring tool has a guide at the end to guide it directly into the existing hole.
- Countersinking. A countersink tool enters the workpiece axially and enlarges the top of an existing bore into a tapered opening. Countersinking is often done after drilling to make room for the head of a fastener, such as a screw, to be flush with the workpiece surface. Common included angles for a countersink are 60, 82, 90, 100, 118, and 120 degrees.
- Reaming. A reamer penetrates axially into the workpiece and enlarges an existing hole to the diameter of the tool. Reaming removes a minimal amount of material and is often done after drilling to achieve both a more accurate diameter and a smoother internal finish.
- Tapping. A tap penetrates axially into the workpiece and cuts internal threads into an existing hole. The existing hole is typically drilled with the required tap size that can accommodate the desired tap. Threads can be cut to a certain depth within the hole (bottom tap) or to the entire depth of a through hole.